Steigerung der Torsionsfestigkeit von kugelgestrahlten und festgewalzten Antriebswellen mit Querbohrung
Im Forschungsprojekt »Wellenbohrungen« wurden verschiedene mechanische Oberflächenbehandlungen untersucht am Beispiel von Wellen aus EN-GJs-700-2 und 34CrNiMo6 + QT, um die Schwingfestigkeit von Wellen mit Querbohrungen zu steigern. Durch Festwalzen, Kugelstrahlen, induktives Härten und einer Kombination aus beidem wurden postitive Effekte auf die Bohrungen erziehlt . Insbesondere die Kombination aus induktivem Härten und Festwalzen zeigte die besten Ergebnisse. Eine verbesserte Berechnungsmethode ermöglicht zudem die Vorhersage von Eigenspannungen und die Bewertung der Schwingfestigkeit. Diese Erkenntnisse haben das Potenzial, die Werkstoffausnutzung zu verbessern und die Produktentwicklung effizienter zu gestalten.
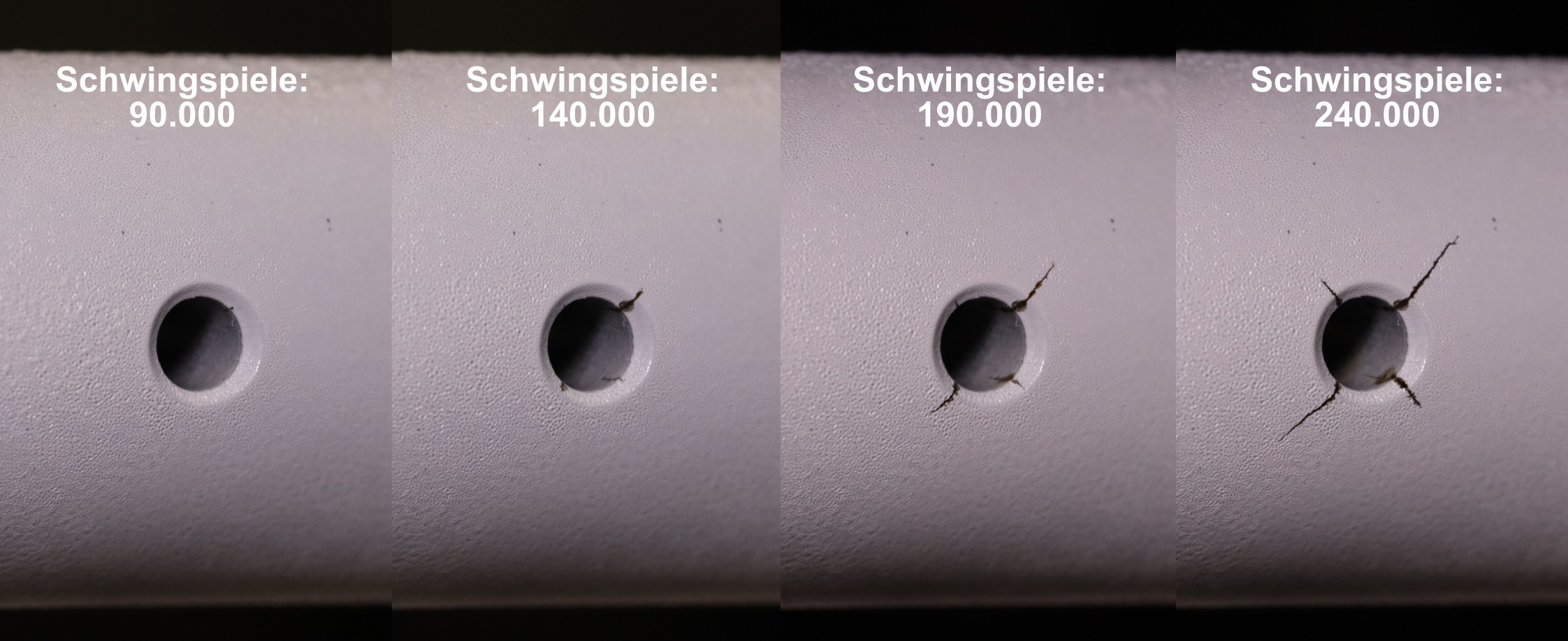
Im Antriebsstrang von PKWs sind Wellen, wie z. B. An- und Abtriebswellen in Getrieben, aber auch Kurbelwellen, mit Querbohrungen mit Durchmessern zwischen 3 mm und 5 mm zur Ölversorgung der Lager erforderlich. Unter zyklischer Torsionsbelastung sind diese Bohrungen typischerweise die versagenskritischen Bereiche der Welle. Die Schwingfestigkeit der Bohrungen ist daher in den meisten Anwendungsfällen das Bemessungskriterium für Wellen. Mittels Randzonenbearbeitungsverfahren ist eine deutliche Steigerung der Schwingfestigkeit der Bohrung möglich. Aktuell wird die schwingfestigkeitssteigernde Wirkung von mechanischen Randzonenbearbeitungsverfahren der Querbohrungen für jeden Anwendungsfall experimentell bestimmt. Diese teuren und aufwendigen Versuche sind notwendig, da keine zuverlässigen numerischen oder analytischen Bemessungskonzepte für die Auslegung von Wellen mit oberflächenverfestigten Querbohrungen existieren. Insbesondere für kleine und mittlere Unternehmen stellt sich die Bauteilauslegung deshalb als äußerst kostspielig dar. Die Festigkeitsbewertung erfolgt entweder auf Grundlage von teuren Experimenten oder es wird auf Oberflächenbehandlungsverfahren verzichtet und damit Leichtbau- und Einsparpotential nicht umfänglich ausgenutzt.
Zur Steigerung der Schwingfestigkeit von Wellen mit Querbohrungen wurden im Rahmen dieses Vorhabens primär zwei mechanische Oberflächenbehandlungsverfahren, (1) Festwalzen und (2) Kugelstrahlen, untersucht. Die Wirkungsweise dieser Verfahren basiert auf der Einbringung von Druckeigenspannungen im oberflächennahen Randzonenbereich. Außerdem wurden das induktive Härten sowie die Kombination aus induktivem Härten und anschließendem Festwalzen untersucht. Innerhalb des Forschungsvorhabens wurde das Potential der unterschiedlichen Randzonenbearbeitungsverfahren der Querbohrungen im Hinblick auf die Schwingfestigkeitssteigerung aufgezeigt.
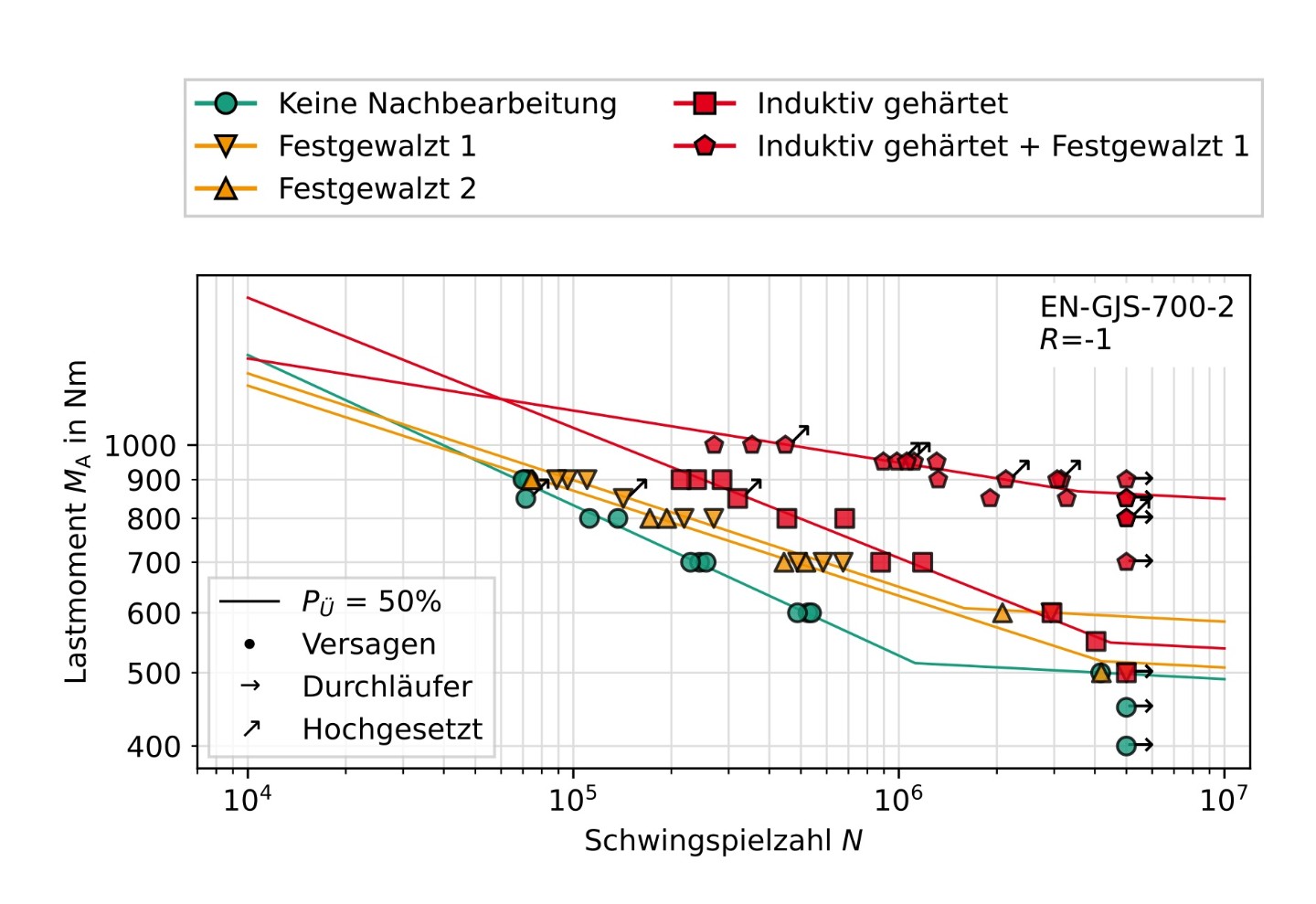
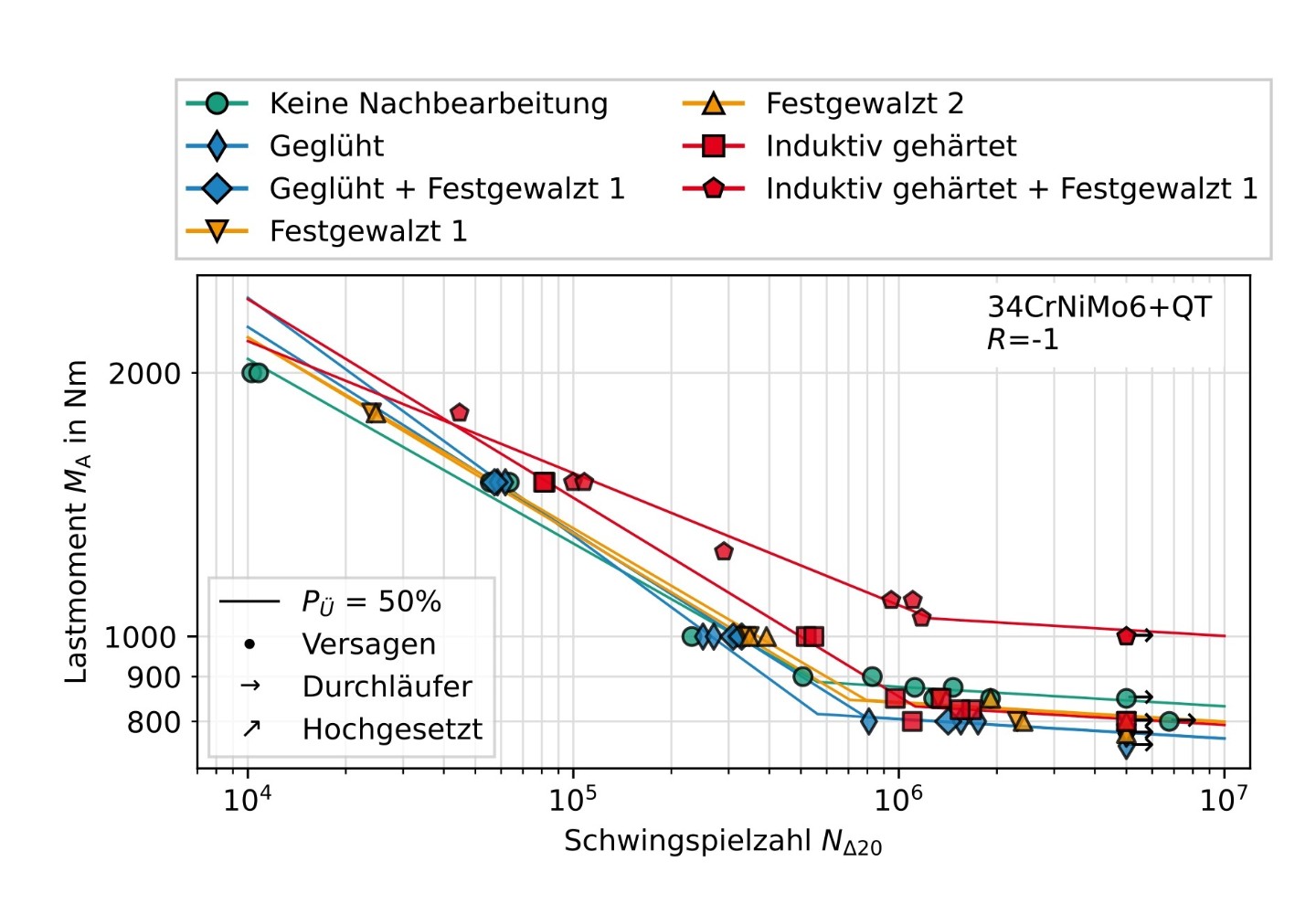
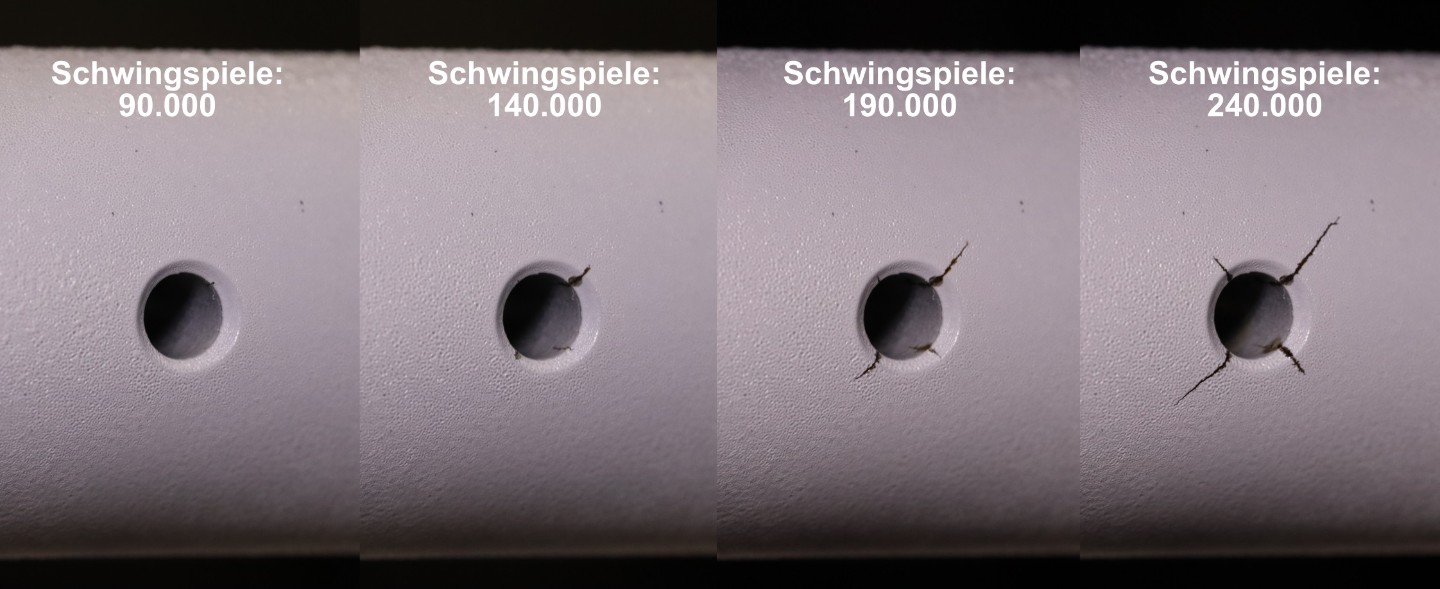
Die Untersuchungen wurden dabei anhand von einem Eisenguss- (EN-GJS-700-2) und einem Stahlwerkstoff (34CrNiMo6 +QT) durchgeführt. Beim Gusswerkstoff wurde gezeigt, dass die mechanischen Randzonenbearbeitungsverfahren zu einer geringeren Neigung der Zeitfestigkeitsgeraden und einer Erhöhung der Beanspruchbarkeit am Abknickpunkt führen, Bild 1. Durch das induktive Härten wurde der Anrissort tiefer in die Querbohrung hinein verschoben und die Schwingfestigkeit dadurch gesteigert. In Kombination mit dem Festwalzen konnte eine weitere Steigerung der Schwingfestigkeit durch eine Kombination der Effekte, die beim Festwalzen und induktiven Härten auftreten, erzielt werden. Bei den Proben aus dem Stahlwerkstoff, die nur mechanisch randzonenbearbeitet wurden, wurde keine deutliche Steigerung der Schwingfestigkeit festgestellt, Bild 2. Anhand von experimentellen sowie numerischen Untersuchungen wurde dies auf die vollständige Umlagerung der eingebrachten Druckeigenspannungen aufgrund der aufgebrachten Lasten im Schwingfestigkeitsversuch zurückgeführt. Bei den induktiv gehärteten Proben wurde eine leichte Steigerung der Schwingfestigkeit festgestellt. Lediglich die Kombination des induktiven Härtens und des Festwalzens resultiert in einer entscheidenden Steigerung der Schwingfestigkeit.
Weiterhin wurde durch ein in diesem Vorhaben weiterentwickeltes Berechnungsverfahren auf Basis von Finite-Elemente-Simulationen die Vorhersage von Bauteileigenschaften und damit die Bewertung der Schwingfestigkeit möglich. Die Ergebnisse dieses Forschungsvorhabens können
von Antriebswellen genutzt werden.
Das Forschungsvorhaben wurde im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung (IGF-Nr. 20407 N) vom Bundesministerium für Wirtschaft und Klimaschutz (BMWK) über die Arbeitsgemeinschaft industrieller Forschungsvereinigungen (AiF) e.V. aufgrund eines Beschlusses des Deutschen Bundestages gefördert.