Abrasiveness in the processing of highly filled compounds
Objective
Highly filled plastic compounds are becoming increasingly important. Compounds with increased thermal conductivity, which are used for the integration of electronic components, are a crucial example here. They allow a high degree of freedom when designing LED lights, enable the cost-effective production of these lights and also act as heat sinks. Another application can be seen in the production of high-quality looking consumer goods. Here it is only a matter of achieving a high density and thus weight of the objects (e.g. door handles), as the latter is associated with high quality in this case As with thermally conductive compounds, highly filled compounds will likely be of interest in the future due to their electromagnetic shielding properties.
In all cases, the fillers are mineral in nature. Depending on their particular chemical composition, crystalline modification and morphology, filler particles have the potential to be extremely abrasive. For example, aluminum oxide is useful as a thermally conductive additive, but is used in abrasives in the form of corundum. Ferritic masses, used for electromagnetic shielding, can also be abrasive on account of their iron oxide content.
The higher the volume fraction of the fillers, the more the inherent abrasiveness of the particles will take effect. However, this abrasiveness can be “tamed” through suitable particle morphology and chemical surface modification, namely the use of bonding agents.
Due to the increasing importance of highly filled compounds and, consequently, the potential that both compounders and injection molders hold for new markets as manufacturers of molded parts, the companies are often concerned about abrasiveness. Also the manufacturers of the mineral raw materials are also interested in this topic, since their customers also want information on this.As part of this joint research project, the contributions of the various influencing factors to the abrasiveness of the compound will be systematically determined using an extensive series of tests. The aim will be to obtain information on structure-property relationships and composition-property relationships, such as proportion and morphology of the filler particles, bonding agent content, mechanical properties, and abrasiveness of the compound.
These kinds of relationships should serve as a guide when developing new formulations, and thus promote the development of compounds that possess the target properties in an optimal way and can also be processed economically with minimal wear.
Focus areas and method
To achieve the abovementioned goal, we propose the method outlined below. Detailed coordination will take place with the project partners at the beginning of the project.. As part of this coordination, on the basis of suggestions by Fraunhofer LBF, the participants in the joint industrial research project will select several highly-filled compounds that form a priority interest for them. When selecting these compounds, Fraunhofer LBF will compile information on the technological state of the art and compare it to the project partners’ experience.
Considering the technological state of the art, the participants will lay down the following specifications for the research project:
- Representative formulations relating to type (e.g. ZnO or BN) and proportion of fillers, bonding agents and rheological additives
- Benchmarking for abrasiveness: This can be in relation to selected glass fiber compounds with different glass fiber proportions or to other mineral compounds as well
- Representative steels used in compounding or injection molding to produce machine components (approx. three parts).
- Specification of representative processing limits for compounding and injection molding
Once the representative formulations and their processing conditions have been defined, the manufacturing of the compounds and the injection molding of specimens will take place at the institute. In the process, the filler types and the proportions of bonding agents and rheological additives will be varied within the defined limits in line with the arrangements agreed at the outset. Over the course of the project, further details on each filler type will be clarified before the compounding and injection molding phases.
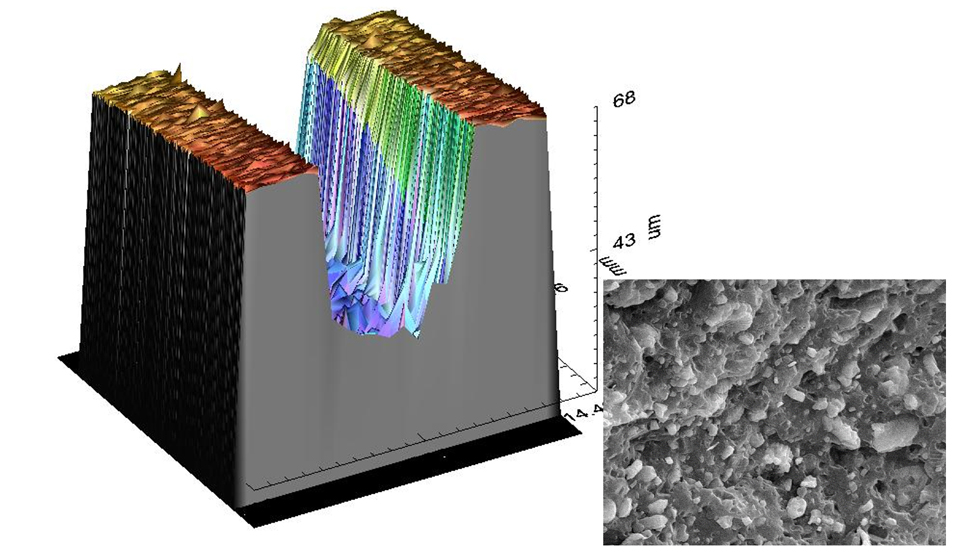
The compounds will be analyzed in terms of their capacity to cause wear. A plate device developed at the Fraunhofer LBF will be used for this purpose. In this device, rectangular plates made from representative steels are positioned opposite each other to create a slit between the plates. The melt is extruded through the slit. The extent of wear on the plates depends on the melt’s abrasiveness. Wear is quantified in terms of plate weight loss. If weight loss is insignificant, imaging methods (such as optical microscopy or white-light interferometry) may be used to make a comparison on the basis of the wear pattern. Shearing forces caused by the melt on the plate surface are comparable to shearing forces in the real process. This means the results obtained in this form of testing are representative, and their validity has long since been confirmed.
In addition to the wear testing, the compounds will be characterized using rheological tests to determine their processability and will undergo mechanical tests suited to their planned practical application. Their thermal conductivity will also be determined if necessary. Morphological tests will be conducted using optical or scanning electron microscopy to build up a comprehensive understanding of the wear and processing behavior of the different formulations.
Finally, the project partners will compile all experimental findings and establish correlations between factors such as proportion and morphology of filler particles, bonding agent content, mechanical properties and compound abrasiveness. All results will be discussed with the participants and recorded in a final report.